Genauigkeit
2DCNCPARTS.COM fertigt CNC-Frästeile mit hoher Maßgenauigkeit.
Leichte Abweichungen zum CAD-Modell sind prozessbedingt möglich.
Typische Fertigungstoleranz: ±0,05 mm pro 100 mm,
garantiert wird ±0,1 mm pro 100 mm bei Raumtemperatur.
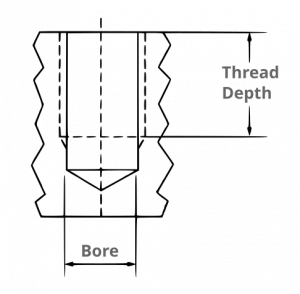
Für Passungen stehen Reibahlen von Ø 2–30 mm (H7) zur Verfügung,
darüber hinaus fertigen wir H9-Passungen durch präzises Fräsen. Der Aufpreis beträgt 2 € netto pro Passung.
Passungen werden während der Fertigung stichprobenartig geprüft.
Abweichungen über +0,02 mm werden als außerhalb der Toleranz betrachtet
und können entsprechend reklamiert werden.


 English
English