DIE 5 REGELN, DIE IHREN PREIS AM STÄRKSTEN SENKEN
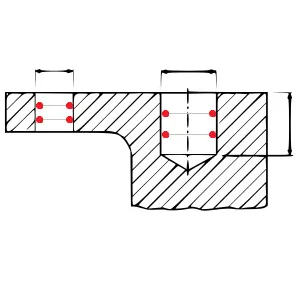
REGEL 1: Einseitig konstruieren, wenn möglich
Einseitige 2D-CNC-Teile sind am günstigsten, weil mehrere Teile in einem Setup gefertigt werden können.
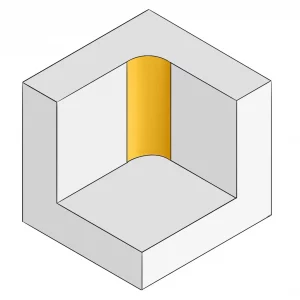
REGEL 2: Innenradien ≥ 4 mm bevorzugen
Große Innenradien reduzieren Fräszeit und Werkzeugwechsel. Kleine Innenradien sind möglich, kosten aber mehr Zeit.
REGEL 3: Standardmaterial und Standarddicken verwenden
5083 und 7075 aus lagernden Platten ermöglichen stabile Preise und kürzere Lieferzeiten.
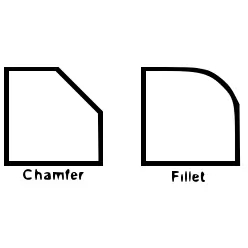
REGEL 4: Gewinde, Passungen und Fasen nur dort einsetzen, wo sie funktional nötig sind
Jedes zusätzliche Feature erhöht Bearbeitungszeit und Prüfaufwand.
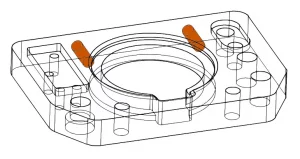
REGEL 5: Keine komplexen 3D-/5-Achs-Geometrien hochladen
Der Kalkulator ist für 2D-/2.5D-Aluteile gebaut, nicht für Freiformflächen oder komplexe 3D-Bauteile.


 English
English